





プレーティングシミズ株式会社のメッキ製品の紹介をします。
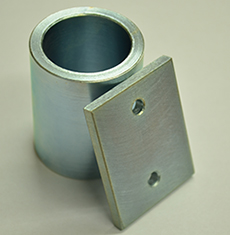
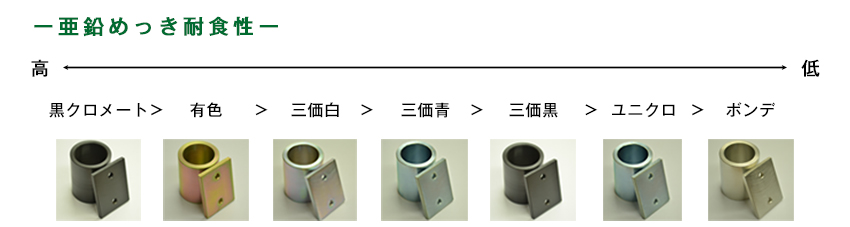
亜鉛めっき各種(有色クロメート・ユニクロ・黒クロメート、三価クロメート青白黒)
亜鉛めっきは緻密な純亜鉛層の保護被膜と電気化学的な犠牲防食作用により、使用条件によっては、長期間にわたり鉄鋼を錆から守ります。
ユニクロ
美観を持たせ、耐食性をさほど重視しない部品に使用されています。
有色クロメート
耐食性を重視した部品に使用されています。
黒色クロメート

耐食性、耐候性に優れ、三価よりも黒みのある外観です。
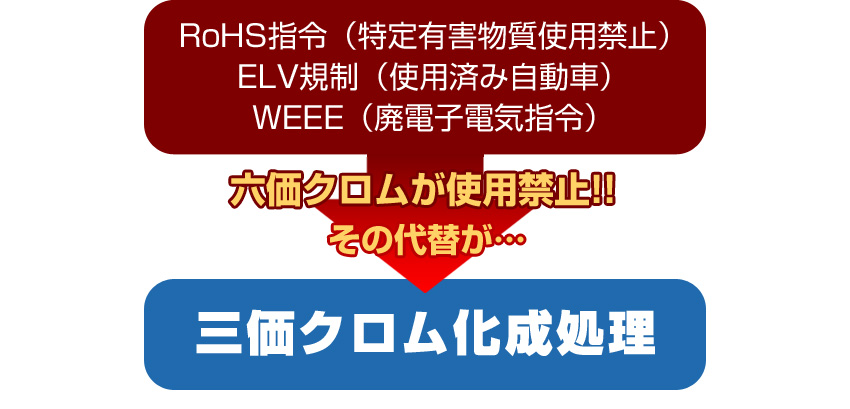
六価クロムは、防錆用表面処理として広く使用されていますが、強力な酸化作用からの発がん性により有害物質として取り扱われています。
近年の地球環境問題への意識の高まりの中、環境負荷物質削減が社会的ニーズとして顕在化しています。
亜鉛めっき(ボンデ加工)

耐食性を向上させる為に塗装の下地として使用されています。
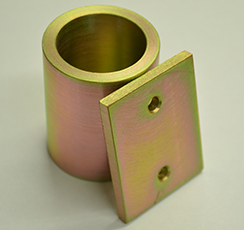
三価クロメート青
外観はユニクロと同等の青色の美観があり、耐食性はユニクロより優れます。
三価クロメート白
外観はやや黄色みがあり、耐食性は三価クロメート青よりも優れます。
三価黒

耐食性は三価クロメートと同等で変色しにくいです。
ニッケル・クロム
装飾クロム
装飾を重視した部品に多く、鏡面光沢を有し、耐食性に優れ、変色しにくく、表面保護と美的外観を保つため、下地に光沢ニッケルメッキ後0.1~0.5μクロムメッキを施します。
【工程】前処理→ニッケルメッキ→クロムメッキ
硬質・クロム
一般的に行われる電気めっきの中では800~1000Hvと最も高い硬度を持ち、耐摩耗性に優れます。
耐食性が必要な場合は、クロムメッキが30~50μ以上になると素地が充分被覆されるので耐食性は期待できます。
【工程】バフ→前処理→硬質クロム
【工程】前処理→硬質クロム→バフ
当社では1~300μ(肉盛り)まで可能です。
硬質フラッシュ
クロムの薄い(3~5ミクロン)メッキで、寸法公差のきびしい品物に処理します。
黒染

黒染とは?
鋼鉄の表面に緻密な酸化皮膜(四三酸化鉄皮膜)を形成させ、鉄の表面を錆びさせ、それ以上錆が進行しないようにする処理の事で、皮膜は0.5μm程度で、寸法制度を要求されている部品に使われています。
【工程】前処理→黒染→防錆油
ブラスト処理

ショットブラストとは主にバリの除去、表面研削、梨地加工のような艶消し、模様付けなどに使用されています。
弊社では#90のエメリー粉を使用し、圧縮空気により、金属表面に噴射し、加工しています。
研磨加工

研磨とは?
鉄素地の傷を取ったり、艶を出すために、表面を磨く処理を研磨処理と言います。
弊社ではバフ仕上げ、ヘアライン仕上げの加工を行っております。
バフ仕上げ
布製でできた円盤状のバフ車に研磨剤を付け、高速で回転させる事により金属表面を滑らかにし、光沢を出す加工法の事で、めっき前の素材や、硬質クロムメッキ後にバフ仕上げをする事により、鏡面仕上げになります。
ヘアライン仕上げ
ヘアライン加工は主にアルミやステンレス等の銀光りする金属素材に、単一方向の細かい傷をつける加工法で、バフ仕上げとは異なり、光沢を無くし、金属の質感をはっきりさせた仕上がりになります。
無電解ニッケル
電気めっきとは異なり、通電を行うことなく、化学反応(還元反応)によりめっきをおこなうことであり、均一な皮膜を得ることが出来、硬度は500Hvあり、耐食性に優れています。
| 性質 | 無電解ニッケルめっき | 電気ニッケルめっき |
|---|---|---|
| 皮膜均一性 | ±5%以下で均一 | 形状によってはムラを生ずる |
| 析出速度 | 15~20μm/hr | 25μm/hr(2A/dm²) |
| 耐食性 | ◎ | ○ |
| 硬度 | Hv 500±50 Hv900±100(400℃,1hr) |
Hv 650±50 |
| 上面図 | 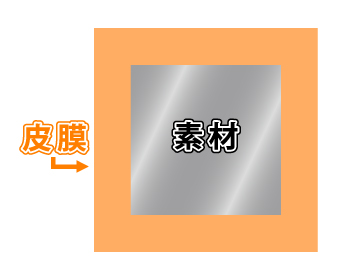 |
 |
| 断面図 |  |
 |
| 製品一覧 | |
|---|---|
| 亜鉛めっき各種(有色クロメート・ユニクロ・黒クロメート、三価クロメート青白黒) | |
| ニッケル・クロム | |
| フラッシュ | |
| 硬質クロム | |
| 黒染 | |
| 梨地 | |
| 研磨 | バフ仕上げ |
| ヘアライン仕上げ | |
| 無電解ニッケル | |